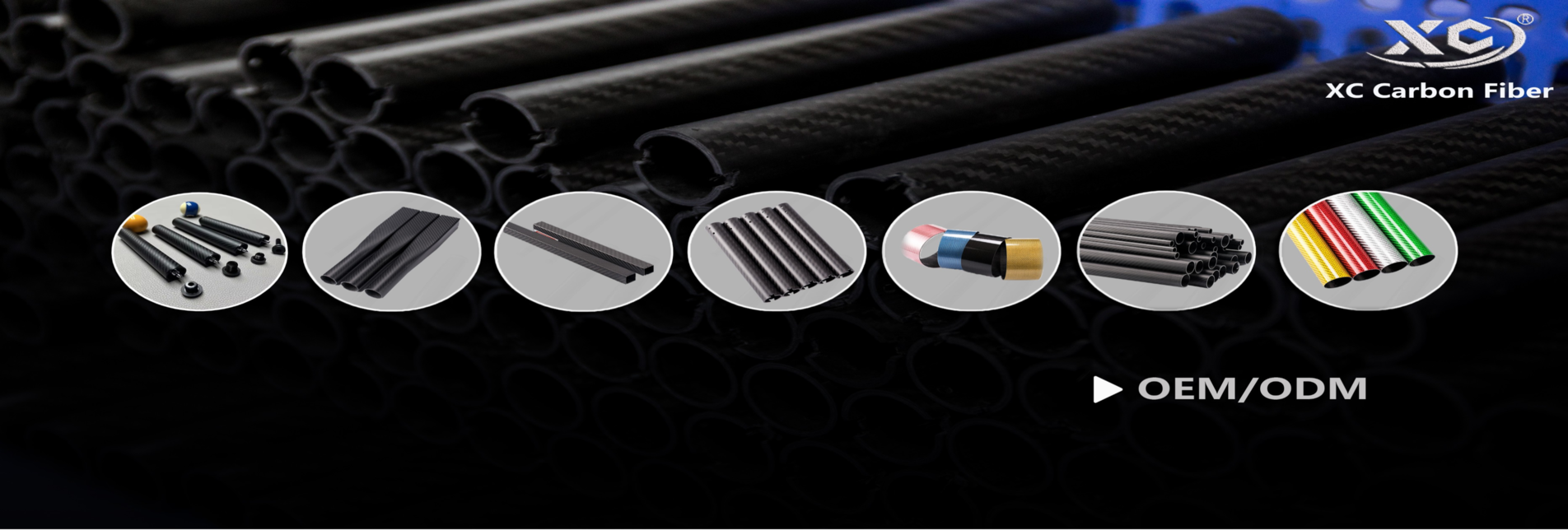
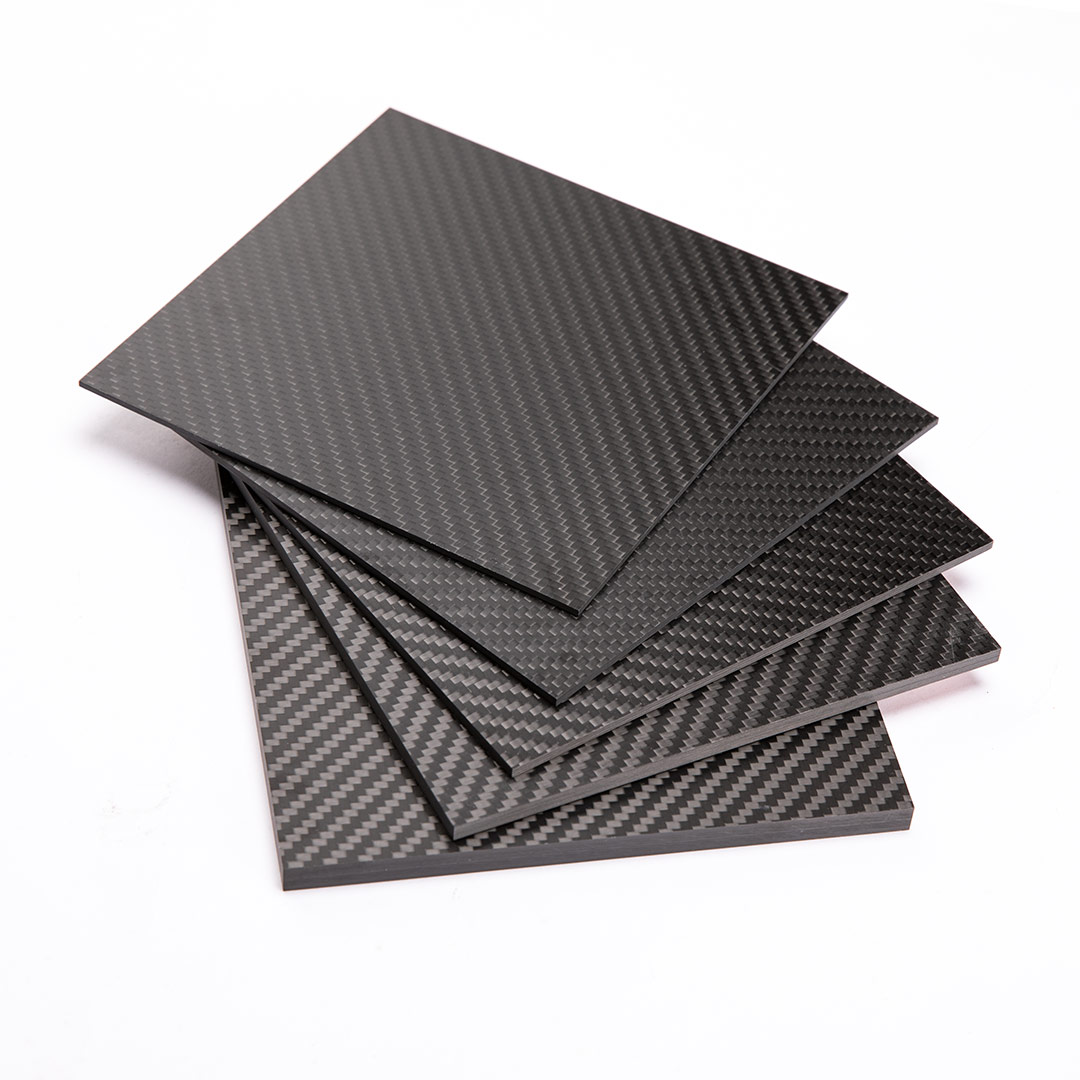
Xccarbon /Xccarbonfiber is a leading manufacturer of carbon fiber product with more than 16 years experience. We produce high quality carbon fiber plates, carbon fiber tubes, customized carbon fiber parts,carbon molding products . Help clients to make the carbon fiber products with one-stop service. So far, we have established partnerships with more than 100 countries clients.Feel free to send us email to info@xccarbon.com for any inquiry

HCSXZDMA0PE2YZ6.png)
Xccarbon was founded in 2008, a leading manufacturer in Southe of China specializing in manufacturing different carbon fiber proudcts such as carbon fiber plates , carbon fiber tubes , carbon rods ,carbon customized cnc parts , carbon moulding parts with high quality high strength imported raw carbon fiber material and providing the best solutions through the use of a high level of craftsmanship. Xccarbon work closely with our customers to develop products and parts for unique use. Whether you are a retail or a wholesaler, Xccarbon will offer a professional and enthusiastic service .Xccarbon now has served over 100 countries clients for different carbon fiber products